大尺寸ATE板技術(shù)案例
發(fā)布時間:2026-04-08 09:19:58
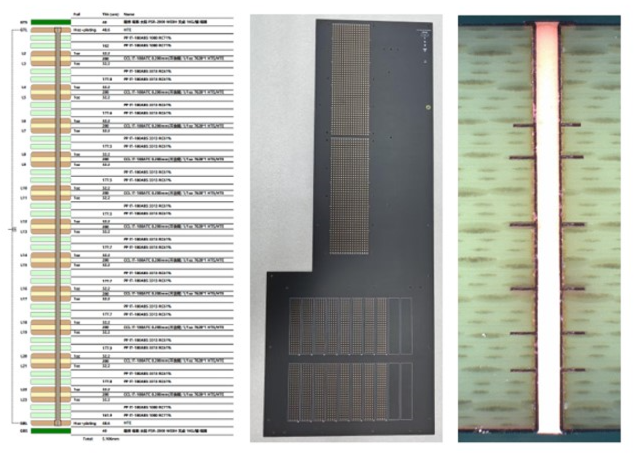 |
產品介紹 Ø 大尺寸:410mm*1030mm Ø 層數:24層 Ø 板厚(hòu)5.0mm Ø 厚徑比:20:1 Ø 材料:IT180ATC
|
技術難點:
1、大尺寸芯(xīn)板對位控製難度大:產品拚板尺寸達457.2mm×1219.2mm,不具備PIN針對位條件,常規對(duì)位方式(shì)難以保證層間對位精度;
2、大尺寸板件(jiàn)樹脂塞孔受限:拚板尺寸457.2mm×1219.2mm,超出現有水平真空塞孔機設備(bèi)加工範圍,無法實現常規(guī)樹脂塞(sāi)孔作業(yè);
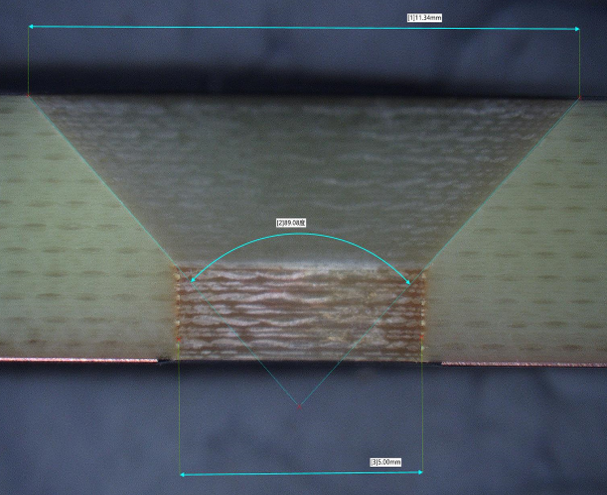
3、超大沉(chén)頭孔加工超出(chū)常(cháng)規能力:需(xū)加工直徑12mm沉頭孔,該(gāi)開口(kǒu)尺寸超出行業常規加工能力,對刀具、設備及成型精度要求極高;
4、單拚板(bǎn)漲縮(suō)控製嚴苛:要求單拚板漲縮公差控製在0.1mm以內,產品殘銅率低、易產生翹曲變形,漲縮一致性難以管控。
我司對策:
1、高(gāo)端設備(bèi)加(jiā)持,保障高精度對位:采用多鉚釘定位特殊鑽孔方案(àn),使用德國Schmoll鑽機加工鉚(mǎo)釘孔;內層圖形采用奧寶LDI高精度曝光機製作;配板環節采用(yòng)手動鉚合及專(zhuān)用定位方(fāng)案(àn),首件通(tōng)過X-Ray檢查機確認對位精度;配(pèi)合德國Lauffer壓機壓合,有效提升層間對(duì)位精度與介(jiè)質層均勻性,保障產品基(jī)礎質量穩定可(kě)靠。
2、工藝優化創新,解決大尺(chǐ)寸塞孔難(nán)題:針對(duì)拚板尺寸超出水平真空塞孔機加工能(néng)力問題,優化工(gōng)藝路徑,改用絲印機進行樹脂油墨塞孔(kǒng)作業,以輕(qīng)量化工藝調整解決大尺寸板塞孔瓶頸,滿足設計與製程要求,小改變解決大難題。
3、專(zhuān)用刀具+高端設備,實現超大沉頭孔加工:針對12mm超大沉頭孔開口需求(qiú),采用專用成(chéng)型(xíng)刀具配合德國Schmoll鑽鑼一體機完成加工,實現超大孔徑沉頭孔高精度成型,加工(gōng)能力處於行業領先水平。
4、全流程精細化管控,嚴控漲縮(suō)公(gōng)差:圍繞0.075mm漲縮公差(chà)要求實施全流程係數管控,依次執行烤(kǎo)板(bǎn)預處理、固(gù)定係數曝光、壓合、X-Ray鑽(zuàn)靶、固(gù)定係數鑽孔等關鍵工序,實現板件漲縮精準控製,杜絕變形超標問題(tí)。