






4階HDI&ATE板技術案例
發布時間:2026-04-21 15:12:38
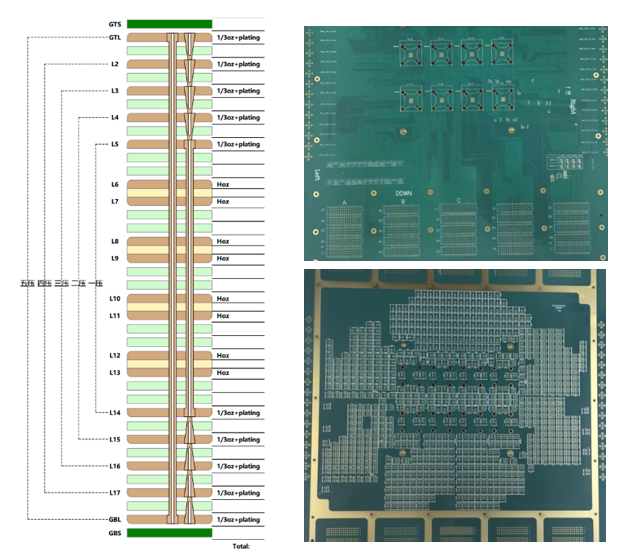 |
產品介紹 Ø 應用領域:服務器/工控(kòng) Ø 大尺寸:495mm*396mm Ø 層數:20層 Ø 板厚4.0mm Ø 厚徑比:15:1 Ø HDI:4階 |
技術難點:
1、POFV疊激光盲孔工藝難度極高:采用樹脂塞孔(kǒng)後(hòu)進行POFV(盤中通孔)加工,在此基礎(chǔ)上再疊加激光盲孔,工(gōng)序複雜(zá)且對孔壁質量、樹脂(zhī)填充平整度要求極高,極易出現孔內氣泡、鍍層斷裂、導通不良等問題,工藝控製窗口極窄。
2、多階激光疊孔對位精度控製困難:4階HDI結構(gòu)需逐層進行激光盲孔加工與疊加,層間對位偏差直接影(yǐng)響孔環連接可靠性與層間絕緣性能。隨著疊孔階數提升,對位累積誤差風險顯著增大,高精度對位控(kòng)製難度(dù)大幅上升。
3、電鍍硬金懸金過大易(yì)引發短路:產品表麵采用電鍍硬金工藝,後續蝕刻工序中,因硬金厚度(dù)與(yǔ)圖形分布特點,易出現懸金(jīn)、殘金問(wèn)題,輕(qīng)則影(yǐng)響(xiǎng)外觀,重則造成線路短路,嚴重威(wēi)脅產品電氣安全與使(shǐ)用(yòng)穩(wěn)定性。
我司對策:
一、POFV疊激光盲孔工藝控製方案
1、樹脂塞孔過程(chéng)精細(xì)化管控
選用(yòng)高填充性、低收縮率(lǜ)專用孔(kǒng)樹脂,采用分段式抽真(zhēn)空塞孔(kǒng)工藝,避免孔內出現氣泡、空洞;通過分段固(gù)化+高溫後烘(hōng)工藝,保證樹脂與孔壁充分結合,表麵平(píng)整度控製在≤5μm,為後續POFV加工奠定基礎。
2、POFV加工精度控製
優化激光參數與鑽(zuàn)孔路徑,采用小光斑、高(gāo)能(néng)量密度激光成型,嚴格控製POFV孔徑公差±10μm;電鍍環節采用脈衝電鍍工藝,保證孔內銅層均勻致密,無漏鍍、缺口,提升(shēng)層間連接可靠性。
3、疊層激光(guāng)盲孔專項管控
在POFV完成麵進行微蝕(shí)粗化處理,增強樹脂與銅層結合力;采用逐階(jiē)對位補償模式,每一層盲孔加工前進行CCD自(zì)動對位校準,補(bǔ)償前序工序偏差;優化激光能量梯度(dù),避免孔壁粗糙(cāo)、鍍層撕裂,實現POFV上疊盲孔穩定成型。
二、4階HDI多階激(jī)光疊(dié)孔對位控製方案
1、層間對位基準統一
采用全域(yù)通用定位靶標+內層輔助對位標相結合的方(fāng)式(shì),全流程使(shǐ)用同一基準(zhǔn)係統,從內層圖(tú)形轉(zhuǎn)移到激光鑽孔(kǒng)、電鍍蝕刻全程基準一(yī)致,消除基準(zhǔn)轉換誤差。
2、高精度(dù)設備與自動補償
使用高精度激光鑽孔(kǒng)機,對位精度≤15μm;開啟自動(dòng)對位(wèi)校正功能,實(shí)時采(cǎi)集靶標位置(zhì)並自動修正偏移量,減少人為(wéi)幹預誤差。
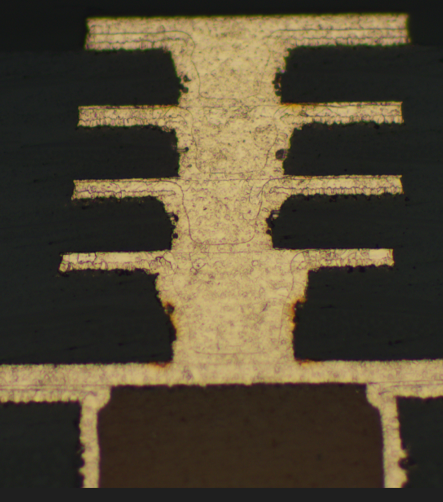
疊孔對位剖麵圖
三、電鍍硬金懸金控製方案(àn)
1、電鍍參數精準匹配
嚴格控製硬金電鍍電流(liú)密度、電鍍時間與(yǔ)金層厚度,匹配圖形密度與電流分布,避免局部過厚電鍍;采用攪拌+脈衝電鍍方式,提升鍍層均勻性,減少邊緣堆積。
2、蝕刻(kè)工藝優化
采用堿性(xìng)蝕刻液,優化噴淋壓力、蝕刻速度與溫(wēn)度參數,實現側蝕與垂直蝕(shí)刻平衡;增加二次補償蝕刻工序,針對線路邊緣、拐角等(děng)懸金易產生區域進行精細化處理。
3、後段檢測與驗證
通過AOI全自動光學(xué)檢測,對線路(lù)表麵懸金、短路隱患進行全檢(jiǎn);配合電(diàn)性能測試,確保無短路、斷路問(wèn)題,實現硬金製程零缺陷。
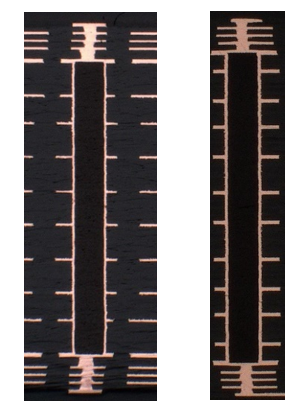
電鍍切片圖